

上一张
下一张
 Email:
jschaori@outlook.com
Email:
jschaori@outlook.com
 Whatsapp:
19714819527
Whatsapp:
19714819527
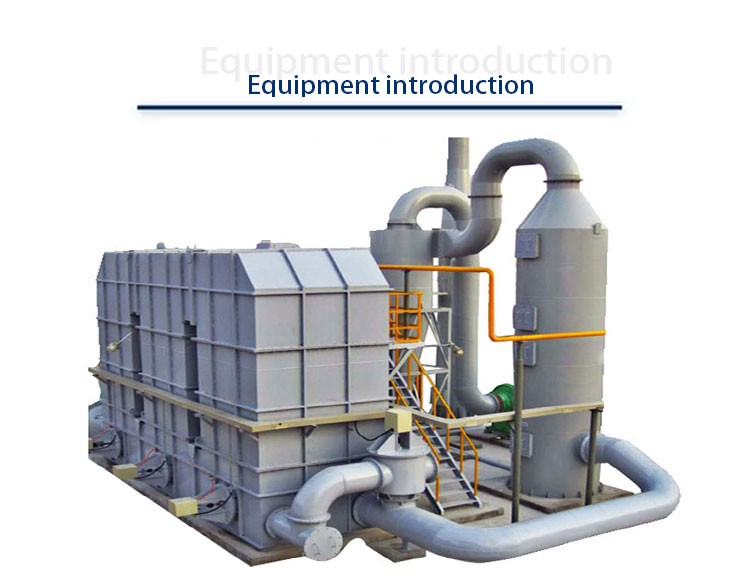
Regenerative Thermal Oxidizer (RTO) efficiently treats low- to medium-concentration organic waste gas:
A. Oxidizes VOCs into CO2 and H2O at high temperature (≥760℃)
B. Waste gas decomposition efficiency: >99%
C. Heat recovery efficiency: >95%, minimizing auxiliary fuel
D. Main structure: combustion chamber, ceramic packing beds, switching valves
E. Automatic valves ensure continuous operation and energy-efficient gas circulation
F. Modular design, flexible integration into industrial plants
")
A. applicable organic waste gas types: paraffin, olefins, alcohols, ketones, ethers, esters, aromatics, benzene and other hydrocarbon organic waste gas;
B. low concentration of organic matter (while meeting less than 25%LFL), large air volume;
C. the waste gas contains a variety of organic components, or organic components often change;
D. containing waste gas that is easy to poison the catalyst or decline the activity of ingredients.
")
Pollutant Types:
A. Paraffin, olefins, alcohols, ketones, ethers, esters, aromatics, benzene
B. Low to medium concentration VOCs
C. Mixed organic gases with varying composition
D. Waste gases that may poison catalysts
1. Passed ISO9001, ISO14001 and OHSA18001 certification.
2. Excellent R & D team, obtained a number of patent designs for incinerators and energy saving
3, modular design, and can be designed according to customer needs.
4, the incinerator burner has a flameless design, the load reduction ratio can reach 1~100%.
5, with rich experience in factory operation.
6, excellent service team, provide safety assessment, functional calculation, static pressure balance, operating costs, etc
7, with six safety chain control: system pressure monitoring, incinerator fan abnormal protection, combustion fan abnormal protection, flame signal monitoring, gas high and low pressure protection, incinerator high temperature emergency emptying protection.
8, system automatic control, one-click start, simple operation, and can be matched with man-machine interface to monitor important data.
9, with the whole plant system integration ability, including system installation, test, system operation, compliance with local regulations testing, equipment maintenance and education training.
10, excellent maintenance technical team.
11. System safety Instructions & System operation.
12. System safety interlocking protection: confirm that the operating points of the system are in line with the normal operating conditions (normal operating parameters). If they are not in line with the normal operating range, the system will import the warning mode or shutdown mode, including the following categories: high temperature alarm fault, equipment warning/shutdown fault, normal shutdown fault, emergency shutdown fault, etc.
13, system monitoring function: to understand the actual operating conditions of each operating point of the system, including system process status, damper start-up status, the actual operating temperature of each equipment/process and the differential pressure/pressure value of each main equipment.
14, touch man-machine interface: high maintenance convenience.
15, history records: for the system failure and troubleshooting history records, in order to facilitate the subsequent adjustment of the system, must increase the stability of its system.
")
Tailor-Made & One-Stop Solutions:
A. Custom RTO design to match plant layout and gas composition
B. Modular configuration: 2-bed, 3-bed, or multi-bed systems
C. Integration with upstream and downstream equipment
D. Complete project delivery: engineering, installation, commissioning, training
E. Safety and compliance assessment for local regulations
F. Optimization for energy efficiency and minimal operational cost
A. Full cycle professional services from design to commissioning
B. 40+ patented technologies & strong R&D team
C. ISO certified quality and international compliance
D. High efficiency with cost?effective solutions
E. Fast after sales support and maintenance
F. Proven solutions across multiple industrial sectors
Low operating costs, ultra-low fuel costs.
When the concentration of organic exhaust gas is above 450PPM, the RTO device does not need to add auxiliary fuel.
High purification rate.
The two-bed RTO purification rate is above 98%, and the three-bed RTO purification rate is above 99%.
No secondary pollution such as NOX.
Automatic control, simple operation.
High safety, long service life, easy maintenance.
Low operating cost, reasonable cost performance.
")
 Related Products
Related Products

High-efficiency activated carbon adsorption and catalytic combustion systems for industrial VOC and ...
Learn More")
High?efficiency regenerative thermal oxidizers for industrial VOC and organic waste gas treatment. ...
Learn More")
High-efficiency regenerative thermal oxidizer for industrial VOC and organic waste gas treatment. ...
Learn More
Industrial activated carbon adsorption systems for VOC and odor removal. Custom engineering and comp...
Learn More

